
双色注塑模具的生产经验
- 2016-08-18 20:29:00
- 泰能特模具 原创
- 3710
2. 在设计第二次注塑的cavity时,为了防止cavity插(或擦)伤第一次曾经成型好的产品胶位,可以设计一局部避空。但是必需慎重思索每一处封胶位的强度,即:在注塑中,能否会有在大的注塑压力下,塑胶发作变形,招致第二次注塑可能会有批锋产生的可能;
3. 模具的前、后模以中心旋转180°后,必需吻合。设计时必需做这个检查动作。
4. 产品间距必须以注塑机炮嘴的间距为准,国外有的双色注塑机的炮嘴间距是可调的,有的不可调,国内的不可调。
5. 双色模具一定要谨慎选择浇口位置。一次产品最好选择潜伏式进胶,这样产品和流道可以自动切断。当无法采用潜伏式进胶时,可以考虑三板模或者热流道模具。一次料如果是点浇口,要做波仔,避免因一次进点残留而碰穿二次料。
6. 顶针板只能用弹簧复位,不可用螺丝强制复位,因为后模要旋转。
7. 边锁必须在模具中心的四边,且前后模对称,否则当后模旋转180后与前模对不上。
8. 如果进胶点间距和注塑机炮嘴间距不同,顶棍孔要做成腰型的,因为注塑机顶棍间距不可调。注意国产双色注塑机大部分注塑炮嘴不可调。
9. 注意客户提供的注塑机平行炮嘴的方向,是x轴或是y轴,以此来定产品排位的布局。
10. 运水进出水的方向必须在天地侧,且每一个循环水的进出都必须在同一面上,不可进水在天,出水在地侧,因为后模要旋转180度,要注意模胚大小不可超过注塑机出水槽的高度,否则无法接运水。
12. 双色模设计的基本原则:(1)硬胶做1次,软胶做2次;(2)透明做1次,非透明做2次;(3)成型温度高的塑料做1次,成型温度低的做2次;上述是做双色模的基本原则,否则模具会白做;另外,封胶时尽量用靠破封胶,而不用插破封胶,哪怕是建议客户修改产品也要尽量必为靠破封胶;
13. 分型面的注意事项:后模分型面要将两个产品合并后取得的分型面为后模的;前模分型面要取单个产品的即可,不可取合并后的产品分型面。
14. 前侧sprue的深度不要超越65mm。上侧(大水口)sprue的顶部到模胚中心的间隔不小于150mm。
15. 如果在模胚厂已经将模胚加工完,本厂要加工唧嘴和顶棍孔时,要以4个导柱导套孔的间距中心为基准取数,否则偏差太多,容易卡死模。模具注塑大师微信:mojuren 订模胚时要注明是双色模胚,四个导柱导套和框对称,后模旋转180度后能与前模匹配。
16. 如果是后模旋转的双色话 就简单多了,两个前模芯一样,一边注塑好硬胶后.旋转180度(注意产品转的时候不能掉落,浇口可以自动分离) , 转到另外一边后再注塑软胶,注塑硬胶无需布置顶针,只需布置在软胶这边模芯即可,另外缩水要注意,如果软胶完全把硬胶缠住,则只需放硬胶的缩水,如果是轮廓相接 则硬胶软胶都要放缩水。
17. 如果是一套模具的双色模具的话 ,那就是一个直炮筒,一个90度的炮筒射胶,不需要旋转,只需一个模芯,软胶与硬胶的分离方法 靠行位封胶。
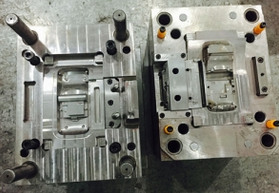
18. cavity的两个外形是不同的,分别成型1种产品。而core的两个外形完好一样。
19. 留意在第二次注塑时,塑胶的活动能否会冲动第一次曾经成型好的产品,使其胶位变形?假设有这个可能,一定要想方法改善。
20. 留意顶针孔的位置,最小间隔210mm。大的模具须恰当增加顶棍孔的数量。并且,由于注塑机本身附带的顶针不够长,所以我们的模具中必需设计加长顶针,顶针长出模胚底板150mm左右。
21. 后模底板上必需设计2个定位圈。
22. 前模面板加a板的总厚度不能少于170mm。请认真查看这种型号的注塑机的其它参考数据,比方,最大容模厚度、最小容模厚度、顶棍孔间隔等。
23. 留意前后模的定位;一切插穿、靠破面的斜度落差尽量大些,要0.1mm以上。
24. 注塑时,第一次注塑成型的产品尺寸可以略大,以使它在第二次成型时能与另一个cavity压得更紧,以到达封胶的作用。

发表评论
文章分类
联系我们
| 电话: | 0755-86180584 、成生:13713610910 |
|---|---|
| 传真: | 0755-86180550 |
| Email: | admins@talentmold.com |
| QQ: | 2075399314 |
| 微信: | sztalentmold |
| 微博: | talentmold |
| 旺旺: | sztalentmold |
| 地址: | 深圳市泰能特模具技术有限公司 Shenzhen Talent Mold Technology Co. Limited 地址:中国广东深圳市宝安区福海街道荔园二路1号亿欧国际科技园C栋201 邮编518103 Fl.201 Building C,Yiou International Science Park, 1 Liyuan Erlu, Fuhai Street, Bao-An District, Shenzhen, Guangdong, China Post Code 518103 |
